

Roy Kastelein – Kastalyse Castings
Metaalgieten is een verrassend efficiënt, milieuvriendelijk en relatief goedkoop fabricageproces voor metalen onderdelen. Direct van pan naar product. Er zijn ruim 20 verschillende gietprocessen! De juiste keuze van proces, legering en leverancier bepaalt het succes. Mits je weet hoe, want gieten kent naast de vele voordelen ook de nodige valkuilen. Metaalgieten is kennisintensief en sluit bovendien goed aan bij onze flexibele creatieve mentaliteit. Niet zo gek dus, dat we in de Benelux toonaangevend zijn met onze jobbing gieterijen. Nergens komt meer specialistische gietkennis samen dan in de post-HBO opleiding van onze Hogere Gieterij Technologie (HGT).
Voordelen van metaalgieten
Vergeleken met andere fabricageprocessen zoals 3D metaalprinten, (additive manufacturing), smeden, lasconstructies en volverspanen biedt gieten een aantal interessante voordelen, zoals te zien is in onderstaande tabel 1.
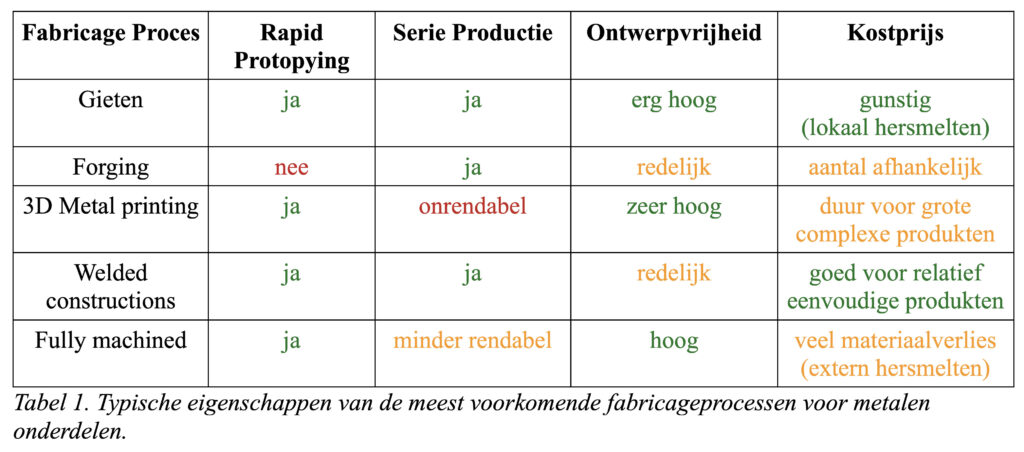
Tabel 1 wekt de indruk dat de maakindustrie zich enthousiast vol op het metaalgieten stort. In de meeste gevallen wordt metaalgieten ook succesvol toegepast voor onderdelen. Maar er zijn uiteraard ook enkele nadelen, die in sommige gevallen voor hoofdpijn-dossiers zorgen bij kwaliteitsmanagers en projectleiders. Hoe komt dat?
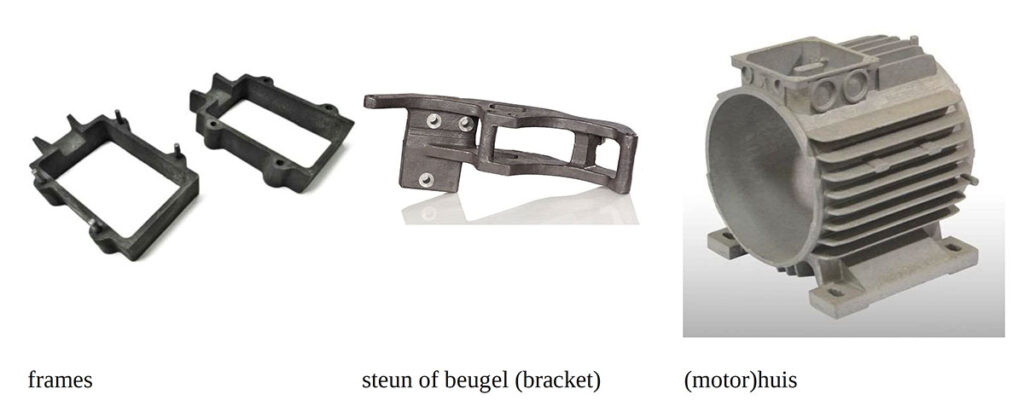
Allereerst: functionele gietstukken als frames, beugels, huizen etc. (zie figuur 1) zitten bijna altijd op het kritische tijdspad in de planning want:
- dit gietwerk wordt pas als laatste vrijgegeven. Het verbindt alle andere onderdelen.
- de aanmaak van de giet- en nabewerkings-gereedschappen is tijdrovend (behalve bij rapid prototyping technieken zoals 3D zandprinten)
- het eerste onderdeel dat nodig is voor de protobouw is… het gegoten structuurdeel.
Tweede reden: de gietkennis die industriëel ontwerpers op de universiteiten en hogescholen leren is zeer mager. Ontwerpers hebben onvoldoende knowhow om een goed gietstuk te kunnen tekenen. Dit is een belangrijke oorzaak voor de stroeve communicatie met de toeleveranciers over prijzen en ontwerpaanpassingen ten behoeve van een betere gietbaarheid / maakbaarheid.
In dit artikel gaan we in op de meest voorkomende valkuilen bij ontwikkeltrajecten van gietwerk en geven we tips en praktische oplossingen om deze te voorkomen of te omzeilen.
Gietproblemen
Gietproblemen vallen bij constructeurs meestal in categoriën: porositeiten and maatafwijkingen. Oorzaak van deze problemen ligt ofwel in het gietstukontwerp of bij het gietproces (of een combinatie van beide).
Maatafwijkingen ontstaan door thermische spanningen als gevolg van ongelijkmatige afkoeling. De krimp is dan niet overal gelijk en het gietstuk kan gaan buigen en torderen. Er zijn methodes om dit te voorkomen, maar die laten we hier buiten beschouwing.
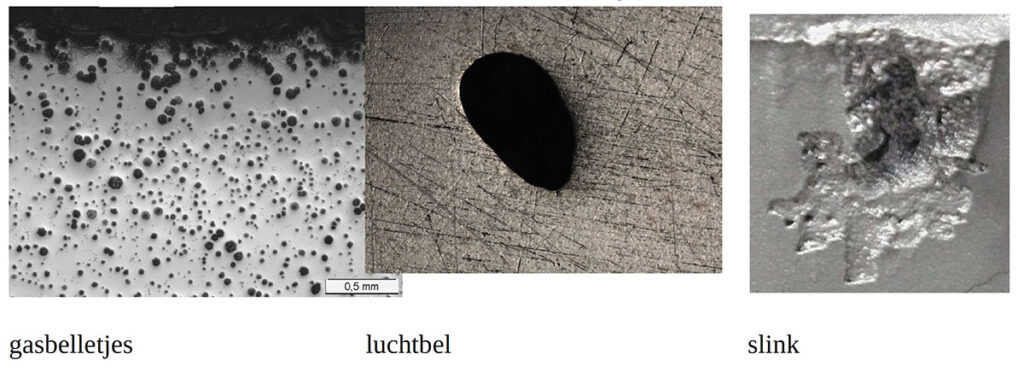
Porositeiten zijn kleine gaatjes in het gietstuk en vormen een veel groter probleem. Dit kan o.a. worden veroorzaakt door:
- gas door waterstofopname bij het smelten
- luchtbellen tijdens de vormvulling
- slink tijdens stollen
- …
We beperken ons hier tot deze 3 om aan te geven dat een ‘gietgal’ meerdere oorzaken kan hebben die veroorzaakt worden op verschillende plaatsen in het productie proces. Het is dus zaak om eerst uit te zoeken welk type porositeitwordt aangetroffen om in de juiste processtap maatregelen te nemen. Soms komen meerdere problemen tegelijk voor.
Slink
Voor de CAD ontwerper is slink de belangrijkste gietfout. Dit zijn vaak de grootste gaten en hebben door hun vorm ook de grootste impact op sterkteverlies. Slinkfouten worden voorkomen door een combinatie van een:
- gietbaar ontwerp en
- het juiste gietsysteem.
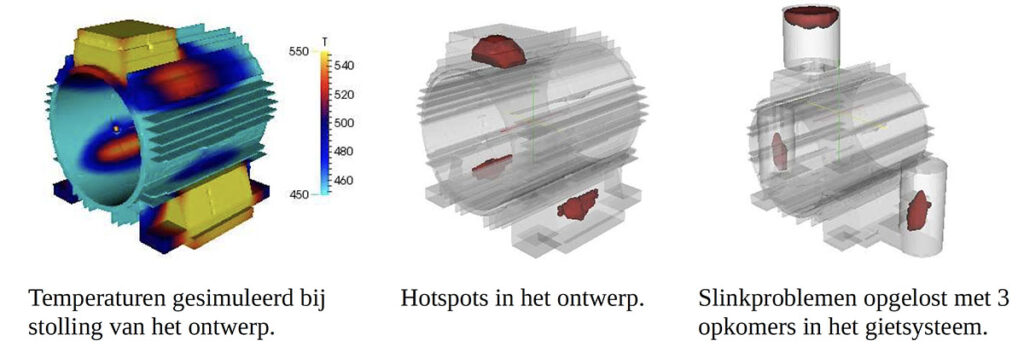
Gelukkig zijn de slink posities nauwkeurig te berekenen met een stollingssimulatie. Door numerieke simulatie worden de ‘hotspots’ in het gietstuk berekend. Op onze website staat een laagdrempelige interface van een online simulatietool, waarbij alle ingewikkelde procedures automatisch worden ingesteld voor een bepaalde legering/gietvorm combinatie. Na uploaden van de STL-file verloopt:
- meshgeneratie
- materiaal- en randvoorwaarden
- postprocessing
volledig automatisch en ontvangt men een pdf-rapport met plaatjes in 6 talen. Met deze gietbaarheidstester ontdekt men de slinkrisicogebieden van het ontwerp en met de plaatjes is overleg mogelijk tussen ontwerper en gietspecialist, hoe deze zones het beste verplaatst en nagevoed kunnen worden.
Helaas geldt:
- hoe hoger de kwaliteitseisen
- hoe minder porositeit
- hoe groter de navoeding,
- dus hoe meer metaal in het gietsysteem en
- dus hoe duurder het product.
De goedkoopste aanbieding is dus per definitie kwalitatief te slechtste, uitzonderingen daargelaten.
Co-enineering
Het communicatie proces tussen ontwerper en gietspecialist wordt regelmatig verstoord door de commerciële belangen van de in- en verkopers van gietwerk. In onze 3-daagse Basiscursus Gieten leggen we uit hoe men via onze ICE-methodiek van co-engineeren het snelste het beste resultaat krijgt.
Conclusie
Vanuit onze missie om gietkennis te implementeren in de maakindustrie, hebben we 2 tools ontwikkeld, waarmee we de proceskennis van gieten vergroten bij constructeurs, inkopers en gieterijmedewerkers:
- de online ‘hotspot’ simulatie tool oftewel de castabilitychecker
- een Basiscursus Gieten met een workshop hoe krachtig deze simulatie / communicatie tool werkt.
Geinteresseerd? Neem contact op met Roy Kastelein via [email protected] of +31.6-47456353.
